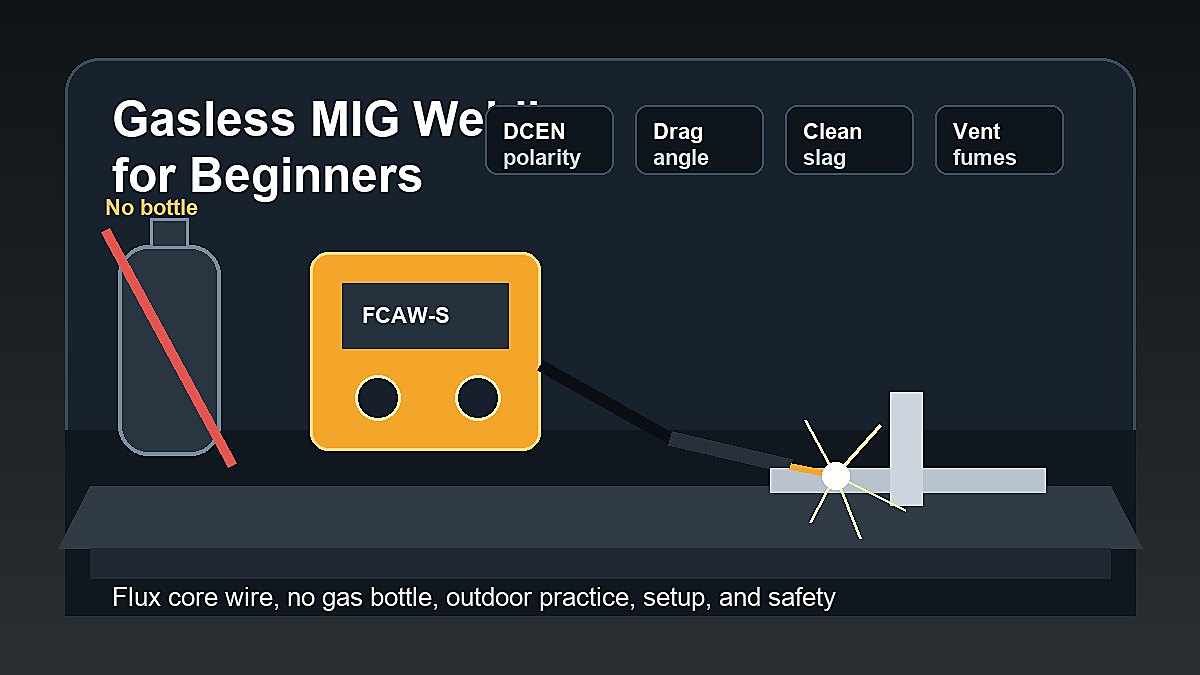
Gasless MIG Welding for Beginners
Gasless MIG welding for beginners usually means welding with self-shielded flux core wire in a wire-feed machine. It looks similar to MIG because the machine feeds wire through a gun, but it does not use a gas bottle. The wire has flux inside it, and that flux helps protect the weld pool as it burns.
Gasless MIG can be a practical first welding setup because it is simple, portable, and more tolerant of outdoor work than gas MIG. It is common for home repairs, driveway practice, light fabrication, and beginner welding where a shielding gas cylinder is inconvenient. The tradeoff is more smoke, spatter, slag, and cleanup than gas MIG.
Mark Dawson beginner note: gasless MIG is not just “MIG without a bottle.” Treat it as flux core welding. That means polarity, stickout, drag angle, ventilation, and slag cleanup matter from the first practice bead.
Quick Answer: What Is Gasless MIG Welding?
Gasless MIG welding is a common beginner name for self-shielded flux core arc welding. Instead of solid MIG wire and shielding gas, it uses flux-filled wire that creates its own shielding. This lets beginners weld without a gas cylinder, but it also creates slag and more fumes.
For many beginners, gasless MIG is easier to set up than gas MIG because there is no regulator, hose, gas flow rate, or cylinder to manage. It is not always easier to make a clean weld, though. The arc can be smokier, spatter can be heavier, and slag must be removed after welding.
Gasless MIG vs Gas MIG
| Feature | Gasless MIG / Flux Core | Gas MIG |
|---|---|---|
| Shielding | Flux inside the wire | External shielding gas |
| Outdoor use | More practical in light wind | Wind can disturb shielding gas |
| Cleanup | Slag and more spatter | Cleaner bead with less slag |
| Setup | No gas bottle needed | Needs cylinder, regulator, hose, and gas |
| Beginner fit | Simple no-gas start | Smoother indoors on clean steel |
If you want a broader process comparison, read Types of Welding Explained and What Is the Easiest Welding to Learn?.
What Beginners Need for Gasless MIG Welding
- A wire-feed welder that supports self-shielded flux core wire
- Flux core wire size supported by the machine, drive roll, and contact tip
- Correct polarity for the wire
- Welding helmet, gloves, safety glasses, and flame-resistant clothing
- Wire brush and chipping hammer for slag cleanup
- Clamps and a stable work surface
- Clean mild steel practice metal
- Ventilation or fume control
- Fire-safe workspace and fire control nearby
For the complete starter setup, read What Do Beginners Need to Start Welding? and Home Welding Setup for Beginners.
Gasless MIG Machine Setup Checklist
Before your first bead, slow down and set the machine up in order. Many beginner problems come from one small setup mistake: wrong polarity, wrong drive roll, wrong contact tip, too much drive tension, or a loose ground clamp. If the machine is set up poorly, even good hand technique will look bad.
- Confirm the machine supports self-shielded flux core wire.
- Install the correct drive roll groove for the wire.
- Use the contact tip size that matches the wire diameter.
- Set polarity exactly as the wire label requires.
- Keep the work clamp on clean metal, close enough for a stable circuit.
- Check that the wire spool turns smoothly without over-running.
- Trim the wire end before starting if it is bent or burned back.
Do this checklist every time you change wire or switch from gas MIG to gasless MIG. Multi-process and dual-use wire-feed machines are useful, but they also make it easy to forget a setup change.
1. Check Polarity First
Polarity is one of the most important gasless MIG setup steps. Many self-shielded flux core wires run on DC electrode negative, often written as DCEN, but beginners should never guess. Check the wire label, machine manual, and setup chart for the exact wire you are using.
Wrong polarity can make the arc harsh, create excess spatter, and produce poor welds even when your travel speed and angle are reasonable. If your gasless MIG weld looks terrible from the first bead, polarity should be one of the first things you verify.
2. Use the Correct Wire and Drive Roll Setup
Flux core wire is softer and different from solid MIG wire. Some machines use a knurled drive roll for flux core wire so the wire feeds without slipping. The contact tip must match the wire size, and the liner should feed smoothly.
Common beginner wire sizes include 0.030 in and 0.035 in, but your machine may have limits. Do not buy wire just because it is popular. Match wire size to the welder, material thickness, and manufacturer chart.
3. Start on Clean Mild Steel
Gasless MIG is often promoted as forgiving on outdoor or repair work, but beginners should still start with clean mild steel. Paint, oil, moisture, heavy rust, and coatings can cause porosity, spatter, weak fusion, and hazardous fumes.
Grind or brush the weld area, clamp the metal securely, and run practice beads before trying a repair. Clean practice metal lets you learn technique instead of fighting contamination.
Choose a Beginner-Friendly Metal Thickness
Gasless MIG is not equally easy on every thickness. Very thin sheet metal can burn through quickly, especially with small beginner machines and flux core wire. Very thick steel may need more power, joint preparation, and multiple passes than a small welder can provide. Start in the middle, where the machine chart gives you a comfortable setting range.
For first practice, choose clean mild steel coupons thick enough to run short beads without instantly melting through. Once you can control straight beads, move to lap joints and T-joints. Leave automotive panels, structural parts, and heavy repairs until you have more skill and proper guidance.
4. Drag the Gun Instead of Pushing
For self-shielded flux core welding, beginners are commonly taught to drag or pull the gun. A simple phrase is “if there is slag, drag.” Dragging helps keep slag behind the puddle instead of letting it run ahead and get trapped in the weld.
Use a modest travel angle. Too much angle can make the bead uneven and increase spatter. Keep your eyes on the weld pool and the leading edge of the puddle, not only on the bright arc.
5. Keep Stickout Consistent
Stickout is the distance from the contact tip to the work. A long or changing stickout can make the arc unstable and create inconsistent beads. Beginners often hold the gun too far away because they are trying to see the puddle better.
Use the wire and machine guidance as your starting point. Then practice holding the same distance while moving. Good lighting, a clean helmet lens, and a comfortable stance make steady stickout easier.
Listen to the Arc, But Verify the Weld
Beginners often hear that a good wire-feed arc should sound steady. Sound can help, but it is not enough. Flux core can sound aggressive and still make an acceptable weld, or it can sound active while hiding slag and porosity. Use sound as one clue, then clean and inspect the bead.
After each practice bead, look at bead shape, edge tie-in, spatter, slag coverage, undercut, holes, and whether the weld looks consistent from start to finish. Write down the setting if a bead improves. That simple note-taking habit keeps you from changing settings randomly.
6. Set Wire Speed and Voltage by the Chart
Start with the machine chart for your wire size and material thickness. Then test on scrap. Wire speed and voltage work together, so make small changes and observe the bead after cleaning the slag.
| Symptom | Possible Cause | Beginner Check |
|---|---|---|
| Wire stubbing into metal | Wire speed high or voltage low | Return to chart and test again |
| Burn-through | Too much heat or slow travel | Use thicker practice metal or adjust settings |
| Heavy spatter | Polarity, settings, stickout, dirty metal | Verify polarity and clean the joint |
| Porosity | Contamination or poor technique | Clean metal and check stickout/travel |
| Slag trapped in bead | Pushing, poor angle, poor cleanup | Drag the gun and clean between beads |
7. Clean Slag Before Judging the Weld
Gasless MIG leaves slag. A bead may look rough before cleaning, or it may hide problems under the slag. Chip and brush every practice bead before judging it. Wear safety glasses because slag and wire brush debris can fly.
If you weld multiple passes, clean each pass before adding the next one. Trapped slag can create weak spots and ugly welds. For defect help, read Welding Defects.
8. Control Smoke, Fumes, and Fire Risk
Gasless MIG can create more smoke and fumes than clean gas MIG. Use ventilation or fume control suitable for your material and workspace. Keep your head out of the plume, and avoid welding coated, galvanized, painted, oily, or unknown materials as beginner practice.
Remove flammable materials from the welding area. Sparks and hot slag can travel farther than beginners expect. Keep fire control nearby and check the area after welding.
Outdoor Welding Limits
Gasless MIG is better outdoors than gas MIG in many beginner situations, but outdoor does not mean careless. Wind, moisture, poor footing, poor lighting, extension cord problems, and flammable surroundings can still ruin the weld or create hazards. Keep the machine dry and protect electrical connections from wet conditions.
Also watch the work surface. Welding on a driveway, near leaves, near stored fuel, or beside painted household items can create fire and fume problems. A simple outdoor repair can become unsafe if the area is not controlled.
Best First Practice Plan
- Read the welder manual and wire label.
- Install the correct drive roll and contact tip.
- Set polarity for self-shielded flux core wire.
- Put on PPE and clear fire hazards.
- Clean mild steel scrap and clamp it securely.
- Start with straight beads in the flat position.
- Drag the gun with steady stickout.
- Chip and brush the slag.
- Change one setting at a time and compare results.
- Move to lap joints and T-joints after beads improve.
Common Beginner Mistakes
- Using gas MIG polarity: many self-shielded wires need different polarity.
- Pushing the puddle: pushing can let slag run ahead and get trapped.
- Skipping cleanup: slag must be removed before judging or adding passes.
- Holding the gun too far away: long stickout can make the arc unstable.
- Starting on thin sheet metal: burn-through can frustrate beginners.
- Welding dirty metal: contamination can cause porosity and fumes.
- Ignoring ventilation: flux core smoke and fumes need serious control.
How to Tell If Your Practice Is Improving
Progress in gasless MIG welding is not only about making the bead prettier. Good beginner progress means your setup becomes repeatable, your stickout stays steady, your travel speed is more consistent, and your cleaned bead has fewer obvious defects. You should also become faster at recognizing whether a problem came from settings, prep, or hand technique.
- The bead width becomes more consistent.
- Spatter decreases after polarity, settings, and stickout improve.
- Slag removes more cleanly because angle and travel are better.
- Burn-through becomes less common on practice pieces.
- You can explain what changed between a bad bead and a better bead.
For more fixes, read Flux Core Welding Tips for Beginners and Beginner Welding Mistakes.
What Gasless MIG Is Good For
- Outdoor practice when gas shielding would be difficult
- Simple home-shop mild-steel repairs
- Driveway welding practice
- Learning wire-feed welding without a gas cylinder
- Light fabrication with a suitable machine and material thickness
Gasless MIG is not the best choice for every job. It is not ideal for every thin sheet-metal task, cosmetic weld, stainless project, aluminum project, or critical repair. Match the process to the material and job.
What Beginners Should Not Weld With Gasless MIG
Do not use beginner gasless MIG practice for vehicle frames, trailers, pressure vessels, lifting points, structural supports, sealed containers, tanks, or anything where failure could hurt someone. Those jobs require proper training, procedure, and inspection.
FAQ
Is gasless MIG good for beginners?
Yes, gasless MIG can be good for beginners because the setup is simple and does not need a gas bottle. It still creates slag, smoke, and spatter, so technique and safety matter.
Is gasless MIG the same as flux core?
Most of the time, yes. When beginners say gasless MIG, they usually mean self-shielded flux core welding with flux-filled wire and no external shielding gas.
Do you need gas for gasless MIG?
No. Self-shielded flux core wire does not need an external gas cylinder. The flux inside the wire creates shielding as it burns.
Do you push or pull gasless MIG?
For self-shielded flux core wire, beginners are commonly taught to pull or drag the gun because the process creates slag.
Why are my gasless MIG welds messy?
Common causes include wrong polarity, long stickout, poor settings, dirty metal, pushing instead of dragging, unstable wire feed, or not cleaning slag between passes.
Final Advice
Gasless MIG welding for beginners is practical when you want a simple no-gas wire-feed setup, especially for outdoor practice and mild-steel learning. Set polarity correctly, use the right flux core wire, drag the gun, control stickout, clean slag, and take fumes seriously. Start with clean scrap, build consistent beads, and keep real repairs non-critical until you have the skill and training to inspect your work properly.